


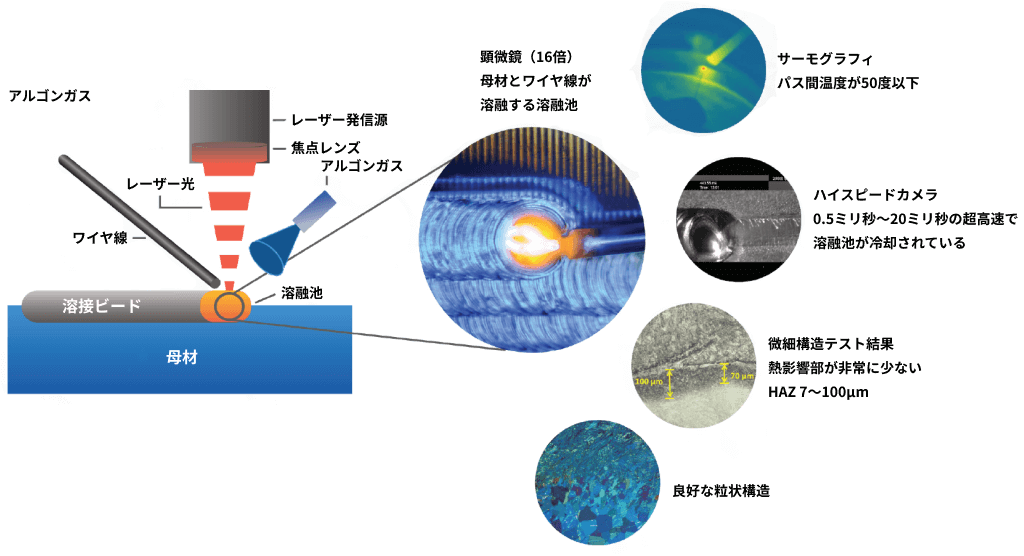
レーザー溶接は、1パルスあたりの入熱が非常に小さく、母材が熱影響をほとんど受けないため変形のリスクが極めて低いことが特徴です。
したがって、TIG溶接などの方法では熱変形のリスクがあるため補修が難しく再製作していた部品も、レーザー溶接を活用すれば補修することが可能になります。
レーザー溶接の
メリット

-
 TOP
TOP
- レーザー溶接のメリット
メリット
01
変形のリスクが少ない
メリット
02
熱影響部(HAZ)が少ない
メリット
03
接合強度が高い
メリット
04
母材の予熱処理が不要
レーザー溶接と TIG 溶接・溶射の比較
| 比較項目 | レーザー溶接 | TIG溶接 | 溶射 |
| 母材の予熱処理 | 不要 | 必要 | 不要 |
| 母材の変形リスク | 低い | 高い | 低い |
| 肉盛部の接合度 | 高い | 高い | 低い |
| 肉盛厚さの制限 | 無し | 無し | 有り |
| 価格 | 若干高い | 普通 | 低い |
| 作業イメージ |  |
 |
 |
レーザー溶接は、TIG溶接と溶射の優れた部分を併せ持つ技術で、熱による変形を抑えながらも厚みのある肉盛を行うことが可能です。また、溶射と違い母材とワイヤ線が溶融して一体化していることに加え、TIG溶接と違って母材への熱影響が少なく金属の構造の変化も最小限に抑えられるため、溶接部の強度が高いことが特徴です。
レーザー溶接の仕組み
肉盛の厚みの限界について
レーザー溶接は肉盛の厚みに限界はありません。
DKNとDSIでは、200mmの肉盛の実績があります。
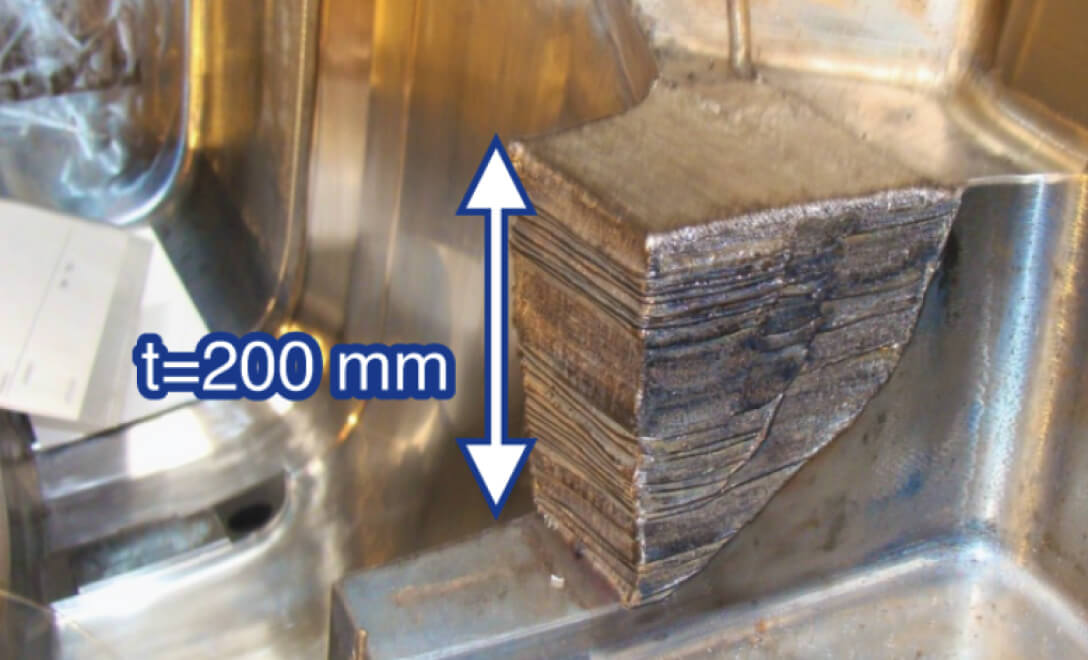
プラスチック金型(材質:NAK55)